

1.2519/WCr1V,工模具钢,优特钢
人无我有,人有我精,人精我特,人特我全!


一、客户评价
[模具制造企业工程师]:1.2519/WCr1V工模具钢在我们制造精密模具时表现卓越。它的硬度和耐磨性非常出色,能够长时间保持模具的精度,减少磨损带来的尺寸变化。用它制造的模具在高负荷冲压等工况下,依然能稳定工作,生产出的零件精度高、表面质量好,大大提升了我们产品的竞争力。
[机械加工企业技术人员]:我们在加工一些高精度机械零件时选用了1.2519/WCr1V工模具钢。其热处理性能良好,经过合适的淬火和回火处理后,硬度和韧性达到了理想的平衡。在加工过程中,虽然有一定的加工难度,但通过合理选择刀具和加工参数,能够获得满意的加工效果,零件的最终性能完全满足设计要求。
[五金制品企业负责人]:对于我们生产五金工具来说,1.2519/WCr1V工模具钢是一种可靠的材料。它的抗疲劳性能很好,工具在反复使用过程中不易出现裂纹等缺陷,延长了工具的使用寿命。而且供应商的服务响应迅速,能够及时解决我们在使用过程中遇到的问题,保障了我们的生产顺利进行。
二、质量保障
在原材料采购环节,我们对每一批1.2519/WCr1V工模具钢进行严格的质量检测。运用先进的光谱分析设备精确测定其化学成分,确保碳、铬、钨、钒等关键元素的含量符合标准。在生产过程中,采用超声波探伤和金相分析等无损检测技术,对钢材进行细致检测,有效排除内部存在缺陷的产品。同时,使用万能材料试验机对钢材的硬度、强度、韧性等力学性能进行精准测试,保证其各项指标满足行业标准。我们严格遵循ISO 9001质量管理体系,从原材料进厂到成品出厂,每一个环节都实施严格的质量控制,为客户提供高品质的1.2519/WCr1V工模具钢。此外,我们还为客户提供全面的售后服务,包括技术支持、质量追溯等,让客户使用无忧。
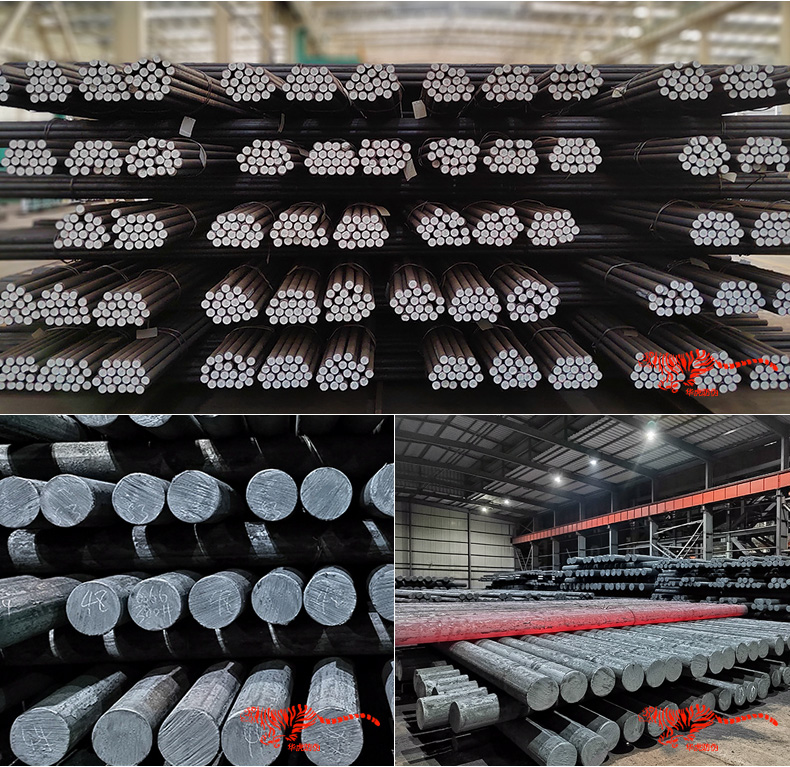
三、基础信息
1.2519/WCr1V是一种常用的工模具钢,广泛应用于模具制造、机械加工、五金工具等行业。其供应形态主要有热轧钢材、锻造钢材等。热轧钢材的板材厚度一般在5 - 150mm之间,宽度为800 - 2000mm,长度可根据客户需求定制;棒材直径在10 - 200mm之间。锻造钢材可依据客户的具体形状和尺寸要求进行定制生产。其密度约为7.85g/cm³,有助于客户在设计和生产过程中进行准确的重量计算和成本核算。
四、化学成分
1.2519/WCr1V工模具钢的化学成分如下表所示:
| 元素 | 含量范围 |
|---|---|
| 碳(C) | 0.95 - 1.05% |
| 硅(Si) | ≤0.40% |
| 锰(Mn) | ≤0.40% |
| 磷(P) | ≤0.030% |
| 硫(S) | ≤0.030% |
| 铬(Cr) | 0.90 - 1.20% |
| 钨(W) | 1.20 - 1.60% |
| 钒(V) | 0.15 - 0.30% |
五、加工性能
1.2519/WCr1V工模具钢具备独特的加工性能,能适应多种加工工艺。
- 切削加工性能:该钢材由于硬度较高,切削加工时有一定难度,但选用合适的硬质合金刀具和合理的切削参数,如较低的切削速度和较小的进给量,能够有效降低刀具磨损,获得较好的表面光洁度和尺寸精度,适用于制造精度要求较高的模具零件和机械零部件。
- 热加工性能:1.2519/WCr1V工模具钢在热加工时需严格控制温度范围,锻造温度一般在850 - 1050℃之间。其热塑性相对较好,在合适的温度范围内进行锻造、热轧等热加工工艺,可以改善钢材的内部组织结构,提高其综合力学性能,同时成型出所需的形状和尺寸。
- 焊接性能:它的焊接性能相对较差,焊接时容易产生裂纹等缺陷。采用特殊的焊接工艺和专门的焊接材料,并进行严格的焊前预热和焊后热处理,可在一定程度上提高焊接接头的质量。但在实际应用中,通常尽量避免对该钢材进行焊接操作,如确需焊接,需谨慎评估和采取有效的工艺措施。
六、特性优势
1.2519/WCr1V工模具钢具有高硬度和高耐磨性,在模具制造和五金工具领域表现出色,能够长时间保持工作表面的精度和完整性。经过适当的热处理后,其抗拉强度和抗压强度都能达到较高水平,可承受较大的载荷。同时,它还具有较好的韧性,在承受冲击载荷时不易发生脆性断裂。此外,该钢材的热处理性能稳定,能够通过不同的热处理工艺获得所需的性能,满足不同工况的需求。虽然其价格相对一些普通钢材较高,但考虑到其优异的性能和较长的使用寿命,在对性能要求较高的应用场景中,依然具有较高的性价比。
七、应用场景
1.2519/WCr1V工模具钢广泛应用于模具制造行业,如用于制造冷作模具,包括冲压模具、剪切模具、拉丝模具等,能够承受高压力和摩擦,保证模具的使用寿命和零件的加工精度。在机械加工领域,可用于制造高精度的刀具、量具等,如铣刀、铰刀等。此外,在五金工具行业,常用于生产扳手、钳子等高强度工具,以及一些要求耐磨和强度较高的机械零部件。
八、生产工艺
1.2519/WCr1V工模具钢的生产采用先进的电炉炼钢工艺,通过精确控制各种合金元素的加入量和炼钢过程中的温度、时间等参数,确保钢水的化学成分均匀和质量稳定。经过真空脱气等精炼处理,有效去除钢水中的气体、杂质和有害元素,提高钢水的纯净度。然后,采用连铸或模铸工艺将钢水浇铸成坯料,根据产品要求,对坯料进行锻造或轧制加工。在锻造过程中,严格控制锻造比和锻造温度,以改善钢材的内部组织和致密性。轧制过程中,精确控制轧制参数,获得所需的钢材尺寸和性能。对于一些高精度要求的产品,还会进行后续的冷轧、冷拔或研磨等加工。最后,根据客户需求进行热处理,如球化退火、淬火、回火等,以优化钢材的硬度、韧性和耐磨性等力学性能。同时,为了提高钢材的表面质量和防护性能,可进行表面涂层处理,如镀硬铬等。

1.2519/WCr1V,工模具钢,优特钢
